咨询电话:
15057189406
15057189406
超声波车削超声加工表面处理利用超声波发����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������生器将交流电转换成超声频的正弦电����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������振荡信号,换能器将电振荡信号转����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������换成超声频机械振动,变幅杆将换能器����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������的纵向振动放大后传递给超����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������声车刀,从而实现超声车削加工。����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������
更新日期:2023-09-25����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������
访问次数:2898
| 品牌 | 其他品牌 | 应用领域 | 综合 |
|---|
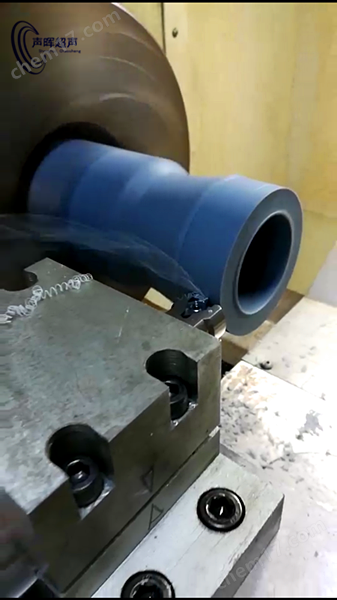
超声振动系统的原理是:超声波车削超声加工表面处理利用超声波发生器将交流电转换����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������成超声频的正弦电振荡信号,����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������换能器将电振荡信号转换成超声频机械振动,变幅杆将����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������换能器的纵向振动放大后传递����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������给超声车刀,从而实现超声车削加工。超声振动切削从����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������微观上看是一种脉冲切削。在一个振动周����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������期中,刀具的有效切削时间很短,大于8����� �������Ƴ����������� �������Ƴ����������� �������Ƴ������������ �������Ƴ������0%时间的里刀具与工件、����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������切屑分离。刀具与工件、切����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������屑断续接触,这就使得刀具所受到的摩擦����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������变小,所产生的热量大大减����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������少,切削力显著下降,避免了普通切����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������削时的"让刀"现象,并且不产生积屑瘤。利����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������用这种振动切削,在普通机����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������床上就可以进行精密加工,圆度、圆柱度、����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������平面度、平行度、直线度等形位公差取主要决于机床主����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������轴及导轨精度,可达到接近*,使以车代磨、����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������以钻代铰、以铣代磨成为可能。与高速硬切削����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������相比,不需要高的机床刚性,并且不破坏工����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������件表面金相组织。在曲线轮廓零����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������件的精加工中,可以借助数控车床、加工中心等进����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������行仿形加工,可以节约高昂的数控磨床购置费用。����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������
超声波车削超声加工表面处理产品对比表
| 刀具寿命对比表 | ||||
| 超声作用 | 超声作用 | |||
| 无 | 有 | 无 | 有 | |
| 刀具寿命 | 1500次 | 3500次 | 100次 | 250次 |
| 刀具类型 | 可转位铣刀 | 整体铣刀 | ||
| 被加工件 | 调质件 | 淬火件 | ||
| 可切削材料对比表 | ||
| 超声作用 | 无 | 有 |
| 材料硬度 | HRC28-32 | HRC50-62 |
| 走刀速度对比表 | |||
| 材质 | 钛合金 | 超声作用 | 有 |
| 走刀速度 | 800r/min | ||
| 进给速度 | 30mm/min | ||
| 超声作用 | 无 | ||
| 走刀速度 | 400r/min | ||
| 进给速度 | 20mm/min | ||
产品名称 | 超声波车削设备 | 规格型号 | SH-CS20 |
输出频率(Hz) | 20K(标配,可定制) | 输出功率(W) | 0~2000 |
输出振幅(μm) | 0~30 | 输入电压(V) | 220±10% |
大幅度减小切削力。
明显提高加工精度。
大幅度延长刀具寿命。
抑制毛刺和自激振动。
显著提高加工系统稳定性。
相关产品
